某电厂600MW超临界机组委托我单位进行锅炉定期检验,在进行高温再热器进口集箱超声波探伤检测时,发现集箱一条对接环焊缝存在缺陷,如下图所示为高温再热器示意图。 
集箱内蒸汽压力约4.6MPa,温度约300°C。高温再热器进口集箱材质为SA-335P12,规格为Φ762X34。该焊缝为安装时拼接环焊缝,氩弧焊打底手工焊盖面,U型焊接坡口,焊缝宽度约18mm,母材厚度T1=34mm,焊缝热影响区厚度T2=31mm,如下图为焊缝示意图。
超声波检测方案(根据NB/T47013-2015实施检测方案和缺陷级别评定):
(1)采用K1的探头至于位置1处,发现一波幅在三区的缺陷,缺陷深度H=24,6+12dB(SL+15dB),缺陷长度约L=95mm,缺陷在对侧偏离焊缝中心约2mm(为坡口位置);
(2)采用K2探头在位置1处,同样发现该缺陷,缺陷深度H=24,反射当量Φ1×6+10dB(SL+13dB),缺陷长度约L=93mm;缺陷在对侧偏离焊缝中心约2mm(为坡口位置);
(3)将K1和K2探头在位置2处扫查,波幅均低于一区,找到该缺陷的反射波,测量其深度约H= 24mm,缺陷在对侧偏离焊缝中心约2mm(为坡口位置);;
(4)将焊缝余高磨平,采用直探头扫查该缺陷最大波幅位置(离焊缝中心约2mm),底波波幅自动增益到80%时,该缺陷波为约20%,深度约H=23.9mm。
结论:根据NB/T4713.3-2105标准判定为超标缺陷,从上述检测方法获得的结果可以初步判断该缺陷性质为坡口未熔合(真正的缺陷性质等待剖开验证)。由于集箱内部承受高温高压的蒸汽,存在一定的危险系数,建议电厂对该高温再热气进口集箱缺陷进行挖补处理。
缺陷验证
对有缺陷显示的焊缝位置用打磨机进行打磨,打磨深度至22mm时,发现一个气孔和一点小夹杂。焊缝厚度约30mm,打磨师父担心磨穿焊缝,不想在继续打磨。我们相信我们做出来的结果,既然师父不愿意继续打磨,我们自己磨,继续向焊缝坡口位置打磨,发现一条黑线在坡口位置上。缺陷全部打磨显示出来后,测量缺陷深度位置约23mm,长度约93mm。
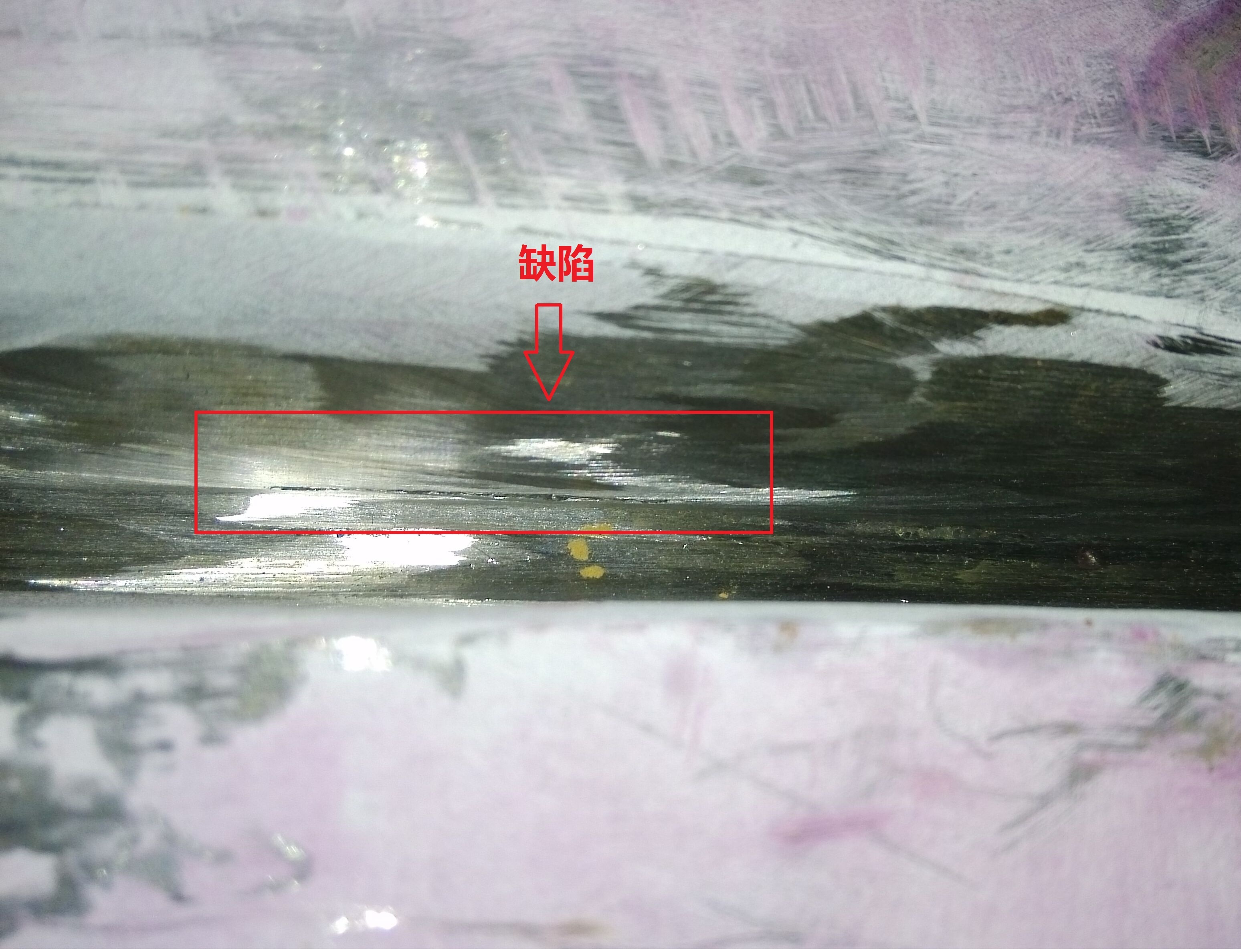
焊缝未熔合缺陷图
- 博主:曹智
- 高级工程师、UT-III、RT-III、MT-III、PT-III、PA-II、TOFD-II
- 原创说明:如需转载本站原创文章请联系博主!未经允许转载,将追究其责任!
“云特考”微信小程序题库,助您顺利通过取证考试!

评论前必须登录!