NB/T47013.3-2015与JB/T4703-2005标准相比较内容有较大变化,在编写检测工艺或报告中总会遇到不知如何下手,或者仅凭以往的经验来编写,导致编写的报告中出现各种错误,比如:对比试块选择错误、灵敏度选择错误等,本文总结常见压力容器和压力管道快速正确选择超声检测方法的个人观点,只讨论环焊缝超声检测,纵焊缝超声检测择另文再讨论。
一、正确快速选择检测方法
根据标准中表20(第114页)要求选择检测方法。
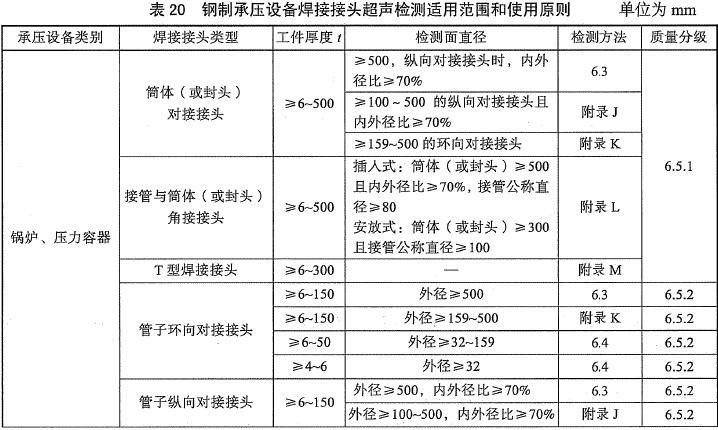
钢制压力容器、压力管道焊缝超声检测适用范围1
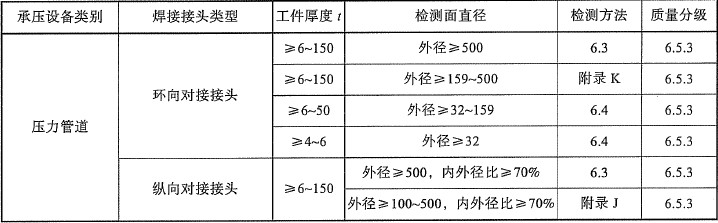
钢制压力容器、压力管道焊缝超声检测适用范围2
从表20中可获取的信息:只需通过已知容器或管道的直径和厚度两个参数选择检测方法(选择检测方法更着重于直径参数)。对于常见的压力容器或者压力管道,如果想快速选择对应的检测方法,不必过于纠结是压力容器还是压力管道,只需根据以下几点来选择。
1、当工件直径d≥500mm,采用第6.3条检测方法。
2、当工件直径159≤d<500mm,采用附录K中的检测方法。
3、当工件直径32≤d<159mm,采用第6.4条检测方法。
4、当工件厚度4≤t<6mm且工件直径d≥32mm,采用第6.4条检测方法。
举例讨论:
(1)若压力容器直径d=1200mm,厚度t=22mm(如压缩空气罐),根据表20规定采用第6.3条检测方法。
(2)若压力容器直径d=400mm,厚度t=20mm,根据表20规定采用附录K中的检测方法。
(3)若压力管道直径d=710mm,厚度t=30mm(如超超临界锅炉热段管道),根据表20规定采用第6.3条检测方法。
(4)若压力容器直径d=440mm,厚度t=80mm(如超超临界锅炉主蒸汽管道),根据表20规定采用附录K中的检测方法。
二、I型焊缝与II型焊缝的认识
对于常见的压力容器或者压力管道满足以下两点:
1、I型焊缝适用于第6.3条检测方法,表22(第115-116页)中规定I型环焊缝d≥159mm,即为大径管或容器。
2、II型焊缝适用于第6.4条检测方法,表29(第128页)中规定II型环焊缝32≤d<159,即为小径管。
三、总结
对于常见的压力容器或者压力管道,可通过本文第一条列举的4点即可快速正确选择超声检测方法。对于I型焊缝还是II型焊缝,是针对容器或者管道的直径来判别。该版本的超声检测标准与前版本改动较大,初次接触该标准选择检测方法(选择试块、灵敏度等)总会被I型焊缝还是II型焊缝弄的稀里糊涂,只要理解好表20就拨开云雾见晴天,思路豁然开朗。
点击链接查看:焊缝超声检测详细操作步骤及缺陷评级方法
- 博主:曹智
- 个人资质: 特种设备UT-III、RT-III、MT-III、PT-III、PA-II、TOFD-II
- 原创说明:如需转载本站原创文章请联系博主!未经允许转载,将追究其责任!
关注「NDT新思想」公众号,更多干货等你来!
评论前必须登录!