导语:本文出自《李福山超声检测案例》系列,李福山老师本人授权发布于「NDT新思想」微信公众号。李福山老师从事无损检测工作多年,拥有过硬的检测技术、扎实的理论知识和丰富的实践经验,遇事善于分析和总结、乐于分享经验。现持有10余项无损检测资格证书,其中4项特种设备常规无损检测高级证书、2项机械学会高级证书、以及多项无损检测新技术证书。
14年做了XXX的一个项目(筒体厚度28mm的压力容器)。开始时候客户要求无需无损检测,于是这项目成了焊接老师傅带徒弟的练手活,几个车间一通焊,不出一礼拜完工了。当时业主是国外的,到了现场一看,被中国制造的速度深深震撼,于是现场又要求增加无损检测项目超声检测、磁粉检测(所有插入式角焊缝及对接焊缝)、射线检测(所有对接焊缝)容器见下图 。

人孔门角焊缝超声检测

人孔门角焊缝超声检测
记忆比较深的是业主对人孔焊缝的要求:人孔插入后,双面焊接,焊接完成后外焊缝余高磨平,最后在人孔外再加装安放式加强圈(见上图)当时现场焊接工人为了省事,外焊缝快焊满时直接收工,直接装加强圈,这就导致了人孔外焊缝实际处于未填满状态如下图:
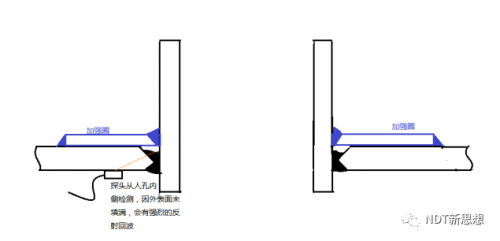
人孔门角焊缝示意图
提出该问题后,焊接工人返修,最简单的方法是摘掉加强圈按照正确的流程焊装,但加强圈厚度25mm直径1500毫米,一摘一装耗费大量人力物力。于是焊接工人想出另一种返修方法:直接在加强圈侧使用碳弧气刨刨开加强圈,直到筒体母材,然后再使用焊接填起来!
待返修完毕后,重新进行UT检测,深度28mm左右处出现如下波形,长度接近半圈(5Z10×10K1见下图)(仅用一个探头扫查根部缺陷应避免60度探头):

人孔门角焊缝裂纹超声检测波形
(该项目要求采用多组探头检测)
因为45°、60°探头差值6dB左右,且该回波显示长度接近半圆周,断定该缺陷为面状缺陷,且该波符合根部开口裂纹典型特征:波峰尖锐,波根渐宽(波根宽不一定是裂纹)。

人孔门角焊缝磁粉检测裂纹
摘掉加强圈做MT裂纹
PS:李福山老师在文章中提到“仅用一个探头扫查根部缺陷应避免60°的探头,是因为45°、60°的探头差值6dB左右”。
小编提出2个简单的小问题考考大家,看大家UT学的如何。
(1)为什么采用一个探头扫查根部缺陷应避免采用60°的探头?
(2)为什么说45°探头与60°探头差值6dB左右?
知道答案的童鞋,请在留言处留下你的高见!
- 博主:曹智
- 个人资质: 特种设备UT-III、RT-III、MT-III、PT-III、PA-II、TOFD-II
- 原创说明:如需转载本站原创文章请联系博主!未经允许转载,将追究其责任!
关注「NDT新思想」公众号,更多干货等你来!
评论前必须登录!